【新闻中心】
低温固化粉末涂料在铝轮毂上的应用研究

(2)漆膜性能试验


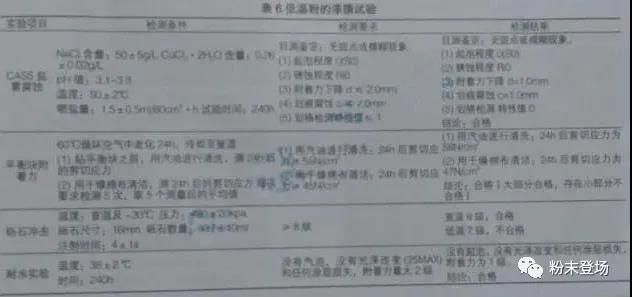
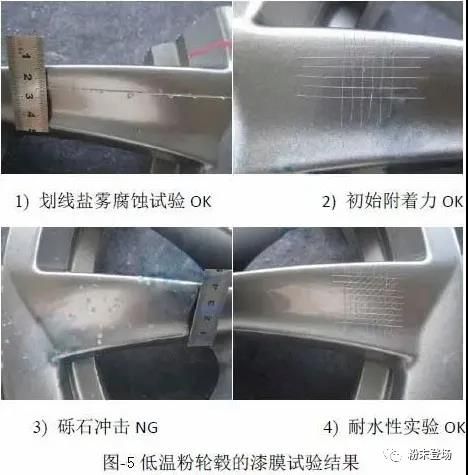
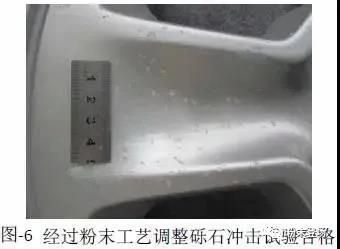

由图6和图7对比可以得到,广州擎天低温固化粉末的耐腐蚀试验通过,并且与高温粉相当,即在实现了低温固化的同时保证了涂层的致密度和涂料体系的固化率。

上一篇:后疫情时代到来!粉末涂料将走向何方? 下一篇:金属效果粉末涂料的制备工艺与检测浅谈
(2)漆膜性能试验
由图6和图7对比可以得到,广州擎天低温固化粉末的耐腐蚀试验通过,并且与高温粉相当,即在实现了低温固化的同时保证了涂层的致密度和涂料体系的固化率。
正荣金属绑定粉末涂料-东莞塑粉-惠州粉体涂料-深圳喷涂粉末 粤ICP备11004873号 光龙网络